Tips for cost savings on mobile pumps
With permanent pump installations, a lot of time and money is invested in engineering. The goal is to make the system as cost-effective as possible. With mobile pump systems this is not usually the case. The attitude towards mobile pumps regarding cost saving is generally different because of its impermanence: “Just unload a diesel pump at the construction site, provide some piping and everything will turn out fine…” But then it doesn’t, costing precious time and resources.
Life cycle cost diesel driven mobile pumps
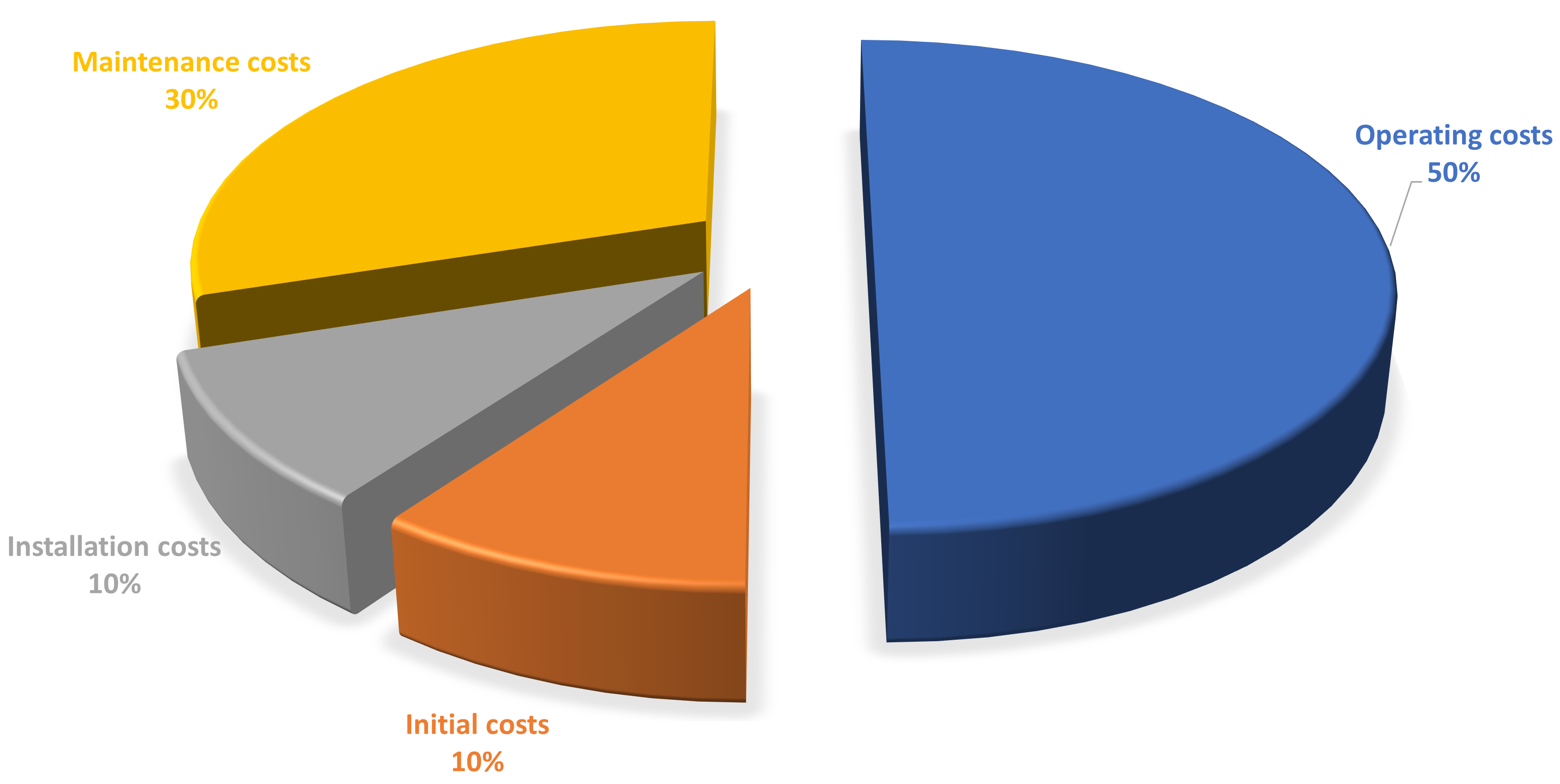
The life cycle cost (LCC) method easily visualizes the costs during the life of a product. It is striking that the costs of fuel to power diesel-driven pumps comprises by far the largest part (%) of the LCC. This can be up to five times greater than the purchase cost of the pump (Bhamare & Chao, 2019).Figure 1: Life Cycle Cost of a pumping system over 20 years of operation (Sullivan, 2016).
 With mobile pumps, lots of money is wasted on fuel and oil services. With global oil prices rising, a small fuel saving per hour can return substantial improvements to the operational cost model of a pump fleet. This page presents five easy to apply tips for significant cost savings on mobile pump systems.
With mobile pumps, lots of money is wasted on fuel and oil services. With global oil prices rising, a small fuel saving per hour can return substantial improvements to the operational cost model of a pump fleet. This page presents five easy to apply tips for significant cost savings on mobile pump systems.Tip 1. Stay close to the Best Efficiency Point of the pump.
As mentioned before, mobile pumpsets are oftentimes overlooked regarding cost-effectiveness. However, it is possible to save considerably by starting with the selection of a pump based on the Best Efficiency Point (BEP)(Helmreich, 2019).
Example: A temporary pumping system requires a duty point of 1550 Gpm at 92 ft. There are two different diesel driven pumps available that can be deployed for this job. A BA150E D285 needs to run at 1900 rpm and a BA180E D328 can do it at 1600 rpm. By comparing both performance curves it becomes clear that the BA150E is the best choice for this duty point.
The BA150E is spot-on at BEP with a pump efficiency of 80 percent; with a required power of 45 Hp the fuel consumption will be 2.4 gallon per hour. With the same duty point, the BA180E operates to the left of BEP with a pump efficiency of 68 percent. As a result, the required power is 53 Hp and the fuel consumption is more than 0.4 gallon per hour higher.
Figure 2: Performance curve BA150E D285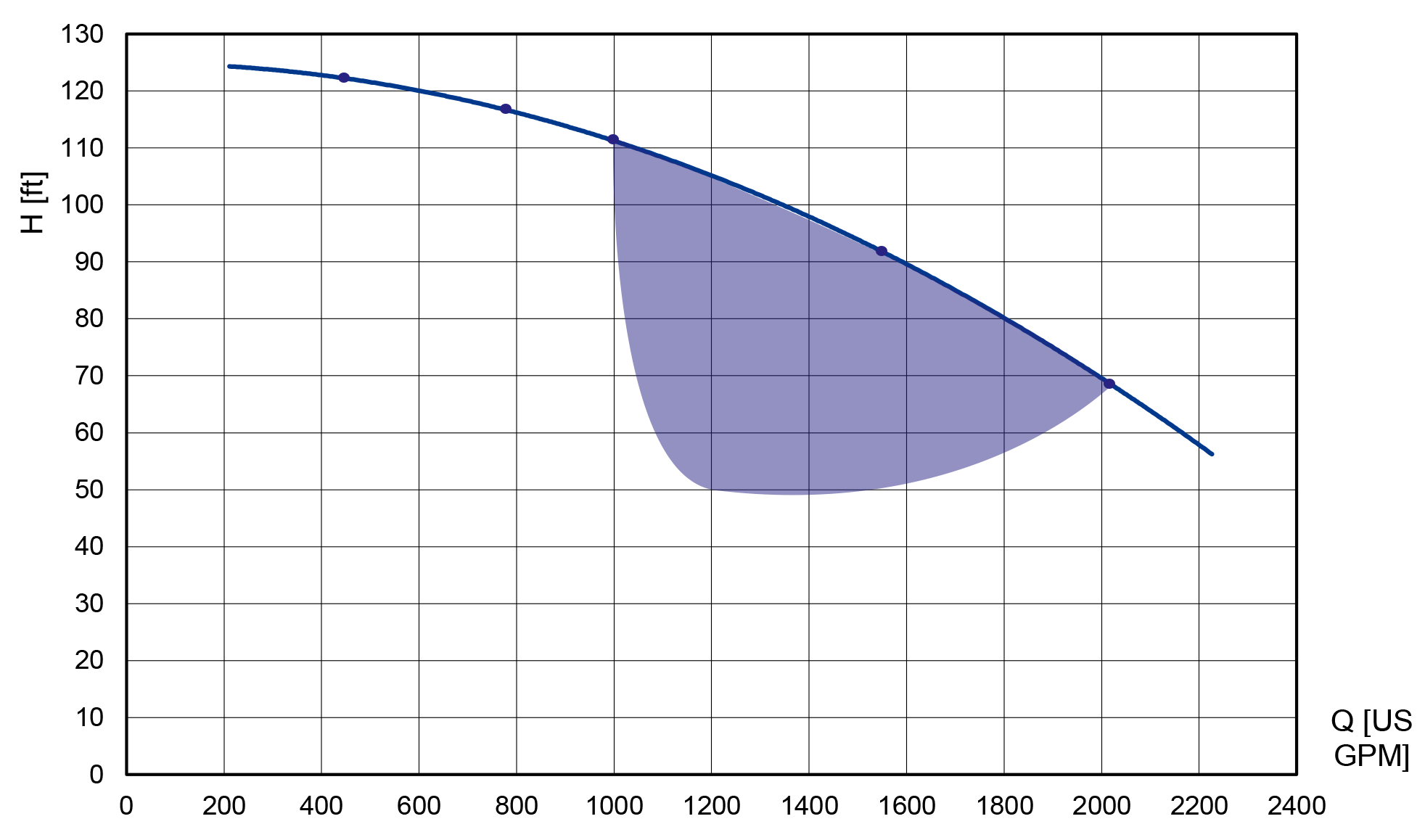
Tip 2. Ensure that the right engine load is provided
This may sound like a little technical, but loading the diesel engine correctly can reduce fuel consumption by 10-15%. Engine manufacturers specify an average fuel consumption in g/kWh per model. In reality the specific fuel consumption depends on the speed and torque. This is explained in the following example using the Brake Specific Fuel Consumption diagram (Helmreich, 2019).
Figure 3: Example of a Brake Specific Fuel Consumption (BSFC) diagram.
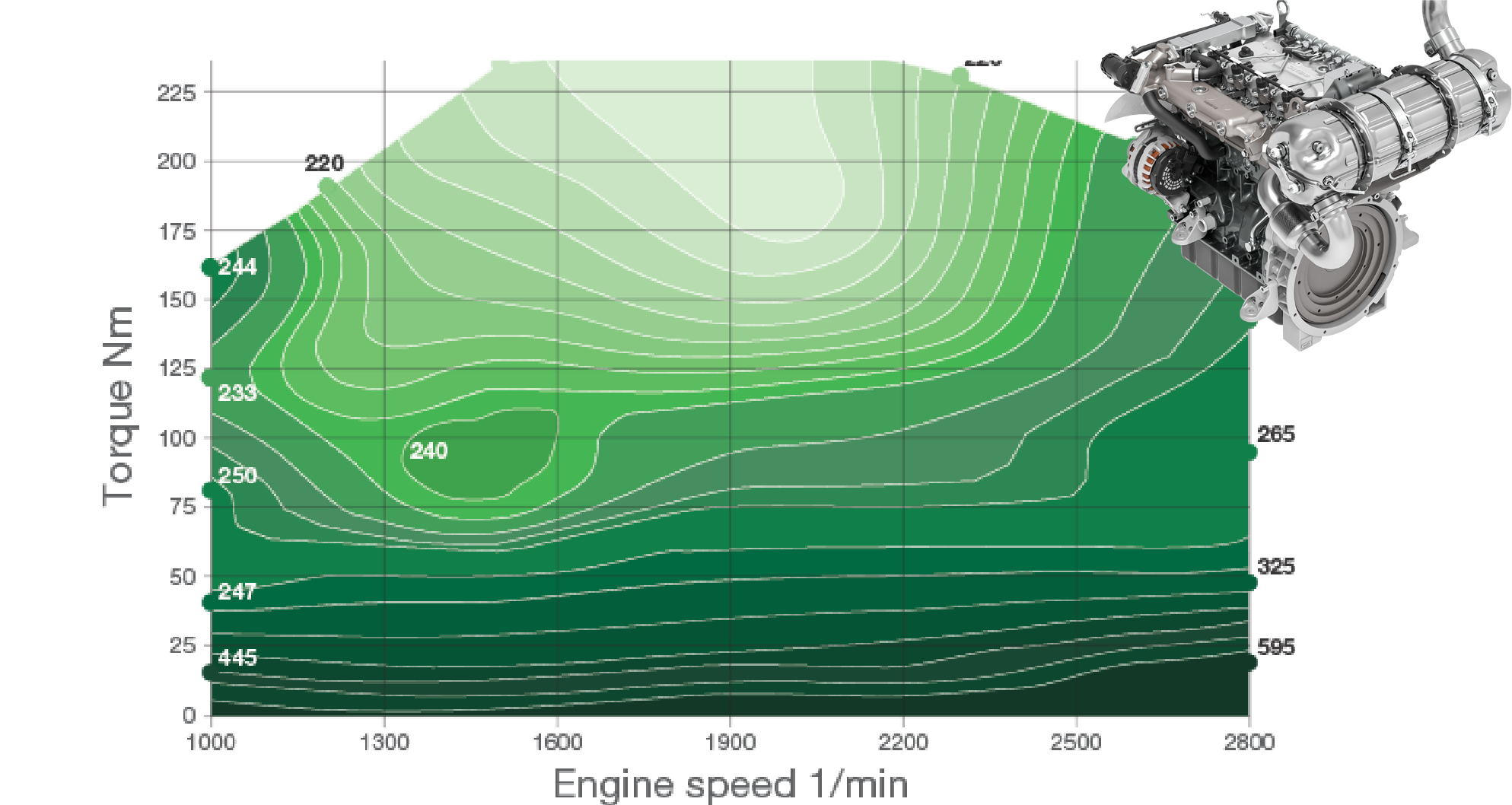
Example: Continuing with the duty point 1550 Gpm at 92 feet from the previous tip, a BA150E D285 with a Hatz 4H50TICD engine will run at 1900 rpm and the engine torque at 170 Nm. In the BSFC diagram shows a specific fuel consumption of 216 g/kWh.
Suppose that the same pumpset is used at a duty point of 900 Gpm at 65 feet. The engine speed will have to be reduced to 1500 rpm with the engine torque dropping to 108 Nm. The BSFC diagram shows the fuel consumption enters a less favorable range, namely 240 g/kWh causing the fuel consumption to increase by more than 10%. As the engine torque decreases, the fuel consumption per kilowatt will increase further.
So instead of having a large pump set running at a lower speed, it would be more efficient to select a smaller pump set running at full speed. The right engine load is also very important for regenerating the particulate filter. So let the engine do the work.
Engine torque
The reduced torque for electronic governed engines can be read from the dashboard as a percentage of the total available torque. The torque can also be calculated using formula: Engine torque M = 9550* kW: rpm = in Nm.
Tip 3. Choose the right pipe diameter
In every pump system savings can be made by using the optimal piping diameters. The diameter can be determined by using pump manufacturer’s tools.
On the suction side
It is important to keep the fluid velocity below 13 ft/s to prevent pump damage by cavitation. Use the Recommended Suction Pipe Diameter table to establish the appropriate size.On the discharge side
It is important to keep the friction loss as low as possible. A high friction loss in the pipe means that the pump will have to deliver a lot of pressure (TDH), which will result in unnecessarily high energy costs. One way to lower the chance of those higher costs is to optimise the pipe system. Use a Pump Head Calculator tool to assist this decision making process (Ruuskanen, 2007).Example: A project requires to pump 1550 Gpm over a horizontal distance of 500 feet with a height difference of 22 feet. A diesel driven BA150E D285 wastewater pump is selected for this application. Now, a choice between 6-inch and 8-inch piping must be made.
When using 6-inch HDPE piping, the required pump pressure is 90 feet. When using 8-inch HPDE piping, the required pump pressure is only 40 feet. With 6-inch piping the pumpset needs to run at maximum speed, with a fuel consumption of approximately 2.4 gallon per hour.
However, using 8-inch piping with a smaller pump set, matching the duty point, lowers fuel consumption and can save up to 0.8 gallon per hour.
Tip 4. Use the automatic start/stop function
Mobile centrifugal pumps from the BA series are standardly equipped with an automatic level control, which starts or stops the pump automatically when the fluid reaches a certain level. This allows to save a tremendous amount of money during the life of the pump.
Example: The BA180KS D315 diesel driven pump is installed to maintain the sewage level during refurbishment. Typical mobile pumps of this kind use up to 65 gallons of fuel per day (- if running 24 hours). Often this heavy usage is not necessary. In sewer lines, there are peaks and troughs in the 24-hour cycle. The pump may only have to run for an hour during the night, and the same applies during the day, when fewer people are home.
A pumpset with an automatic start/stop function will only run a few hours, as the pump will only start pumping once the float switch reaches a pre-set level. This way the fuel consumption will only be 10 to 13 gallons per day. Aside from saving on fuel this also results in enormous savings on regular maintenance of the pumpset.
All that is needed is Installing the included float switches at the high/low fluid levels, and then activate the AUTO mode. As a result, the pump will run completely automatically and pump only when necessary.
Optionally available automatic start/stop via transducer.
Tip 5. Extended maintenance intervals
Extended maintenance intervals save money in the long run. For standard diesel driven pumps, the engine supplier suggests maintenance intervals after 500 operating hours. In contrast, pumpsets with DriveOn® technology have extended service intervals to a massive 1500 hours.
Example: The statistics and benefits below are based on 30.000 running hours(average working lifetime of a diesel engine) for a BA100K D193 wastewater centrifugal pump with DriveOn® technology, extending the maintenance intervals with:
- 66% less often oil changes (20 times versus 60 times)
- 25% less oil is consumed (53 gallons versus 71 gallons)
- Oil filter is replaced 40 times less often (20 times instead of 60 times)
$ 500 oil change
Some pump users call it the $ 500 oil change instead of the 500 hours oil change. That makes it very easy to calculate the total benefit when you have 40 less service intervals to do...
On top of the savings, DriveOn® has also improved the working conditions for mechanics.

Conclusion
Depending on the fuel price, a saving of 10% in fuel costs provides a financial benefitthat could be equal to the purchase price of a new pump set.However, the tips given are not only useful for reducing costs, but also help enormously to protect the environment. The less fuel we use, the less we burden the environment with the emissions of harmful substances.
Trees extract CO₂ from the air and convert it into oxygen. One single tree can absorb(compensate) about 55 lbs of CO₂ emissions in a year. That is equal to the average emissions of a 4-cylinder diesel engine per hour.
The same 4-cylinder diesel engine can consume more than 50,000 gallons of fuel during its working life of about 30.000 hours. This shows just how much of an impact one single pumpset has on the environment. However, by implementing the tips mentioned in this paper a minimum of 10-15% fuel can be saved during the life of a pumpset, which means a great reduction in CO₂ emissions!
References
Bhamare, Y.V. & Chao, C. (2019) Life Cycle Cost Analysis and Optimization of Wastewater Pumping System [master thesis, KTH Institute of Technology]. Digitala Vetenskapliga Arkivet. https://www.divaportal. org/smash/get/diva2:1342624/FULLTEXT01.pdf
Hemlreich, T. (2019, August 22) 7 Steps for High-Pressure Centrifugal Pump Efficiency. Pumps & Systems. pumpsandsystems.com/7-steps-high-pressure-centrifugal-pump-efficiency
Ruuskanen, A. (2007, February 14) Optimization of energy consumption in wastewater pumping [master thesis, Lappeenranta University of Technology]. LUTPub. https://lutpub.lut.fi/bitstream/ handle/10024/30387/TMP.objres.519.pdf?sequence=1
Sullivan, M. (2016, august 8). 5 Steps to Successful Pump Systems Optimization. Pumps & Systems. https://www.pumpsandsystems.com/5-steps-successful-pump-systems-optimization